Proces produkcyjny i system jakości: niezwykła podróż od precyzyjnego przetwarzania do sterylnej dostawy
May 02, 2026
Wyjątkowe działanie wyrobów medycznych nie jest dziełem przypadku. Jej fundamenty są głęboko zakorzenione w rygorystycznych, precyzyjnych i identyfikowalnych procesach produkcyjnych oraz pełnym-systemie kontroli jakości łańcucha, który przekracza standardy. Igła do biopsji ultradźwiękowej AccuSteel™, na przykład od specjalnego drutu ze stali nierdzewnej do sterylnie zapakowanego gotowego produktu, to model nowoczesnej precyzyjnej produkcji wyrobów medycznych. Każdy krok jest wyrazem inżynierskiej mądrości i najwyższego szacunku dla bezpieczeństwa życia.
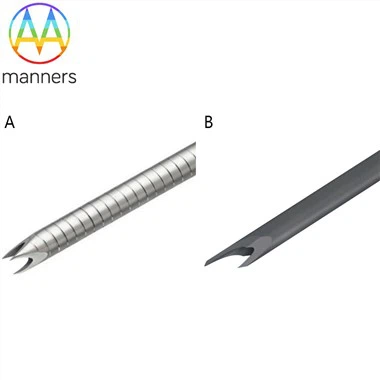
Proces produkcyjny rozpoczyna się od wyboru-wysokiej jakości materiałów rdzenia i precyzyjnego kształtowania. Korpusy igieł są zazwyczaj wykonane z określonego gatunku austenitycznej stali nierdzewnej-medycznej, która musi jednocześnie posiadać wysoką wytrzymałość, wysoką elastyczność, doskonałą odporność na korozję i biokompatybilność. Po wejściu do fabryki materiały drutowe muszą przejść wiele punktów kontrolnych, takich jak analiza spektralna i testy wytrzymałości mechanicznej. Następnie, w wyniku wielu rund precyzyjnych procesów ciągnienia, drut jest stopniowo rozciągany cieńszy do docelowej średnicy zewnętrznej (zwykle 19G, 22G, 25G), podczas których stopień redukcji i proces wyżarzania są precyzyjnie kontrolowane w celu wyeliminowania naprężeń wewnętrznych i uzyskania pożądanej struktury mikro-krystalicznej i właściwości mechanicznych (takich jak odporność na zmęczenie przy zginaniu). Kształtowanie końcówki igły stanowi podstawową technologię i jest realizowane przy użyciu wieloosiowych-precyzyjnych maszyn do szlifowania, tworząc złożone kształty geometryczne, takie jak Mitsubishi i podwójne skosy z precyzją{{11}mikronową. Ostrość, symetria i konsystencja krawędzi tnącej, a także równomierność kąta ukosu bezpośrednio decydują o „pierwszym doświadczeniu” odporności na przebicie i dokładności. Ten etap jest często wykonywany w wysoce zautomatyzowanym środowisku, monitorowanym w czasie rzeczywistym przez system wizualny, aby zapewnić, że każda końcówka igły jest idealną repliką poprzedniej.
Obróbka powierzchniowa i powłoki funkcjonalne to „zwielokrotniacze” wydajności. Surowa powierzchnia igły nie jest całkowicie gładka; mikroskopijna szorstkość zwiększy odporność na przebicie i wpłynie na charakterystykę echa pod ultradźwiękami. Dlatego wymagana jest seria polerowania elektrolitycznego lub specjalnego polerowania chemicznego, aby uzyskać-lustrzaną gładkość, minimalizując w największym stopniu tarcie tkanek. Następnie na wiele-produktów wysokiej klasy nakłada się bardzo cienką polimerową powłokę smarującą (taką jak poli(p-dimetyloftalid) lub powłoka na bazie krzemu-. Ta nanopowłoka może znacznie zmniejszyć współczynnik tarcia dynamicznego pomiędzy igłą a błoną śluzową i tkankami, dzięki czemu nakłuwanie i pobieranie próbek jest gładkie jak jedwab. Jednocześnie, w celu poprawy wizualizacji ultradźwiękowej, w określonych miejscach na trzonku igły wykonuje się znaczniki skali poprzez grawerowanie laserowe lub fizyczne wcięcie. Głębokość, kształt i odstępy tych znaków są optymalizowane poprzez symulację akustyczną, aby zapewnić, że w ultradźwiękach generowane są jasne, wyraźne i łatwo rozpoznawalne punkty echa, nie powodując ścierania tkanki ani nie wpływając na wytrzymałość igły.
Montaż i kalibracja to kluczowe etapy, które nadają produktowi „duszę”. Igła do nakłuwania to wyrafinowany system składający się z wielu elementów, takich jak rdzeń igły (rdzeń wewnętrzny), osłona igły (rurka zewnętrzna), uchwyt i mechanizm wyzwalający/blokujący. W czystym pomieszczeniu o poziomie czystości dziesięciu tysięcy elementy te są precyzyjnie ze sobą zmontowane. Prześwit pomiędzy rdzeniem igły a osłonką igły jest na poziomie mikronów, co zapewnia zarówno płynny ruch względny, jak i zapobiega przedostawaniu się resztek tkanki lub wyciekowi płynu. W przypadku produktów z funkcją wyzwalania FNB siła-wstępnego naciągu wbudowanej-sprężyny, skok i prędkość zwalniania zatrzasku muszą być kalibrowane indywidualnie na dedykowanym instrumencie. Proces ten gwarantuje, że każde wystrzelenie cięcia ma stałą siłę i prędkość, co pozwala na stabilne uzyskanie-pasków tkanki o wysokiej jakości i pozwala uniknąć błędów w próbkowaniu z powodu niewystarczającej siły lub ryzyka rozdarcia tkanki spowodowanego nadmierną siłą.
Stuprocentowe testy funkcjonalne to bariera nie do przełamania, zanim produkt opuści fabrykę. W odróżnieniu od testów pobierania próbek, w przypadku aktywnych-wyrobów medycznych klasy III (w tym napędzanych mechanicznie) wysokiego ryzyka, standardem branżowym są badania-na pełną skalę. Każda zmontowana igła nakłuwająca musi zostać poddana testom, obejmującym między innymi: badanie drożności (przy użyciu symulowanych płynów w celu sprawdzenia, czy światło jest drożne), badanie siły nakłucia (symulacja silikonu przekłuwającego lub standardowych materiałów bibułkowych w celu pomiaru szczytowych wartości siły), badanie działania wystrzeliwania (weryfikujące, czy działanie wystrzeliwania jest płynne i na miejscu), oględziny wizualne (sprawdzanie pod kątem zadziorów, defektów i zanieczyszczeń pod lupą) oraz najważniejsze ze wszystkich - testów symulacyjnych próbek. Przeprowadź faktyczne nakłucie i pobranie próbek w symulowanej tkance, aby sprawdzić jej zdolność do uzyskania symulowanej „tkanki”. To nie tylko kontrola jakości, ale także ostateczna weryfikacja wszystkich dotychczasowych procesów produkcyjnych.
Ostatecznie, w ściśle kontrolowanym pomieszczeniu czystym, produkty przechodzą potwierdzony skuteczny proces sterylizacji (zazwyczaj sterylizacja tlenkiem etylenu lub napromieniowanie), a następnie umieszczane są w aseptycznych opakowaniach wykonanych z materiałów takich jak Tyvek® o właściwościach bariery mikrobiologicznej. Opakowanie musi przejść testy symulacyjne transportu, aby zapewnić, że pozostanie sterylne przez cały proces przechowywania i transportu, aż do momentu otwarcia. Informacje na etykiecie na opakowaniu, w tym numer partii produktu, numer seryjny, data sterylizacji i data ważności, są powiązane ze wszystkimi danymi z procesu produkcyjnego (numer partii surowca, parametry procesu, wyniki testów, informacje dla operatora), tworząc kompletny łańcuch identyfikowalności.
Widać z tego, że pozornie prosta igła do nakłuwania w rzeczywistości obejmuje-wielodyscyplinarną integrację, od nauk o materiałach, maszyn precyzyjnych, inżynierii powierzchni, fizyki ultradźwiękowej po kontrolę mikrobiologiczną i zarządzanie jakością. Filozofią produkcji AccuSteel™ jest dążenie do „spójności” i „niezawodności” jako najwyższych celów. Poprzez niemal obsesyjną kontrolę procesu i pełną kontrolę gwarantuje, że każdy produkt dostarczony lekarzom ma takie same właściwości użytkowe, jak prototyp projektu i próbki użyte podczas weryfikacji klinicznej. Ta najwyższa niezawodność, zbudowana od strony produkcyjnej, oznacza pewność, że lekarze muszą wykonywać precyzyjne nakłucia w złożonych strukturach anatomicznych, a także stanowi najbardziej podstawową gwarancję bezpieczeństwa pacjenta. Nie chodzi tylko o wytwarzanie produktów, ale także o ugruntowanie „precyzyjnego, bezpiecznego i skutecznego” zaangażowania medycznego poprzez niezliczone precyzyjne procesy w każdym produkcie.